

Carbon Capture
Our path to net-zero:
carbon capture technologies.
The production of building materials such as cement in consistently high quality requires in-depth expertise and many years of experience in the industrial process engineering of cement production. Developing a cement plant that is as CO2-free as possible is an ambitious goal – but that is exactly what we are working hard to achieve.
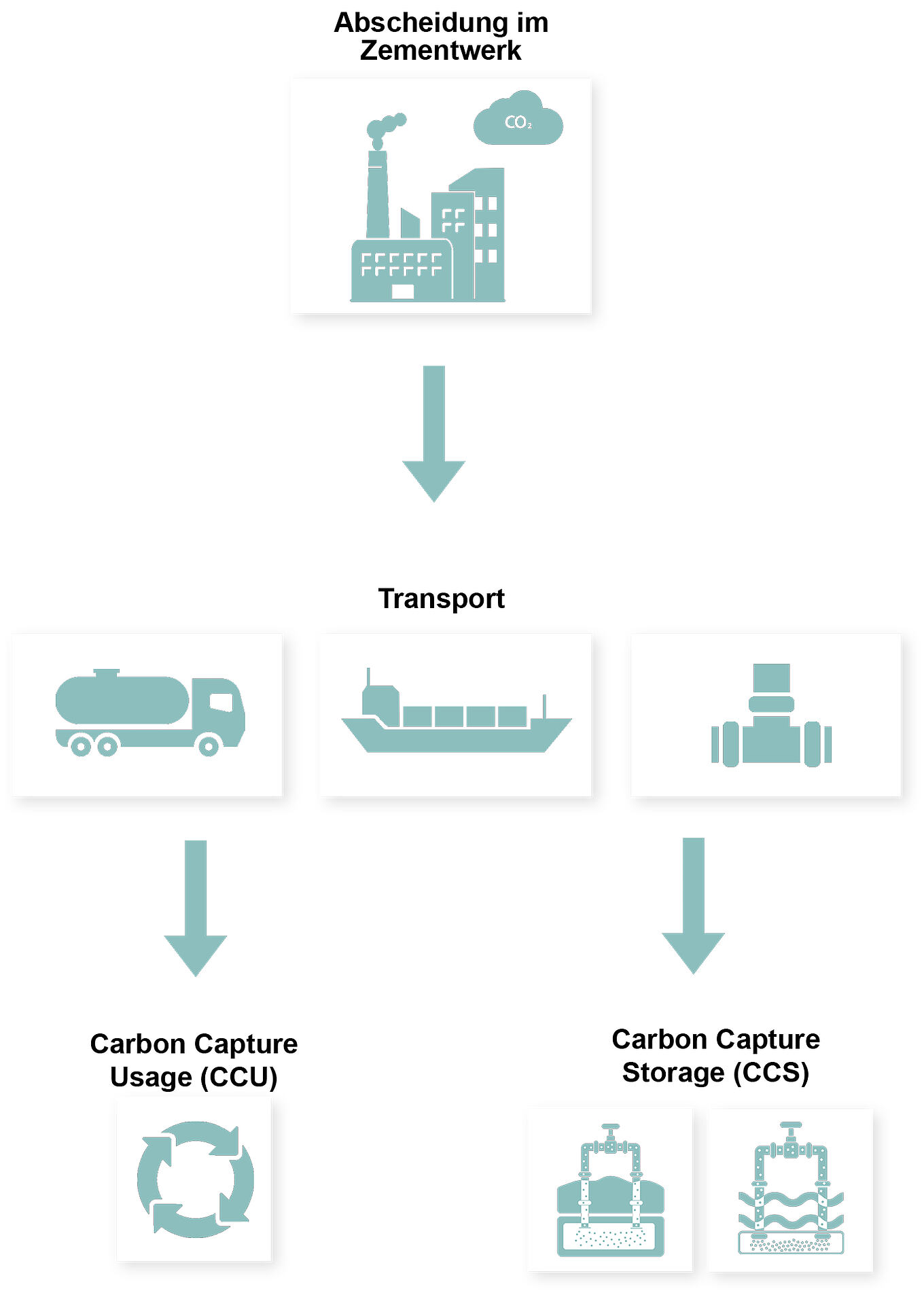
Since process-related CO2 emissions can only be avoided to a limited extent, we rely on modern technologies for CO2 capture. The captured CO2 can either be liquefied and stored underground (CCS – Carbon Capture & Storage) or, in combination with hydrogen, further processed into new products such as synthetic fuels using various methods (CCU – Carbon Capture & Use).
Multiple technological approaches – one goal
At SCHWENK, we pursue several technological approaches to CO₂ capture in our cement plants:

Oxyfuel technology relies on combustion with pure oxygen in clinker production. This produces exhaust gas with a significantly higher CO2 content, as the nitrogen content from normal combustion air is eliminated. This increased concentration enables particularly efficient CO2 capture.
To test this process, SCHWENK, together with three other partners from the cement industry, has decided to build an initial research and development plant at its Mergelstetten site. The specially founded company ‘Cement Innovation for Climate’ (CI4C) will drive this forward-looking project forward in the coming years.
Read moreTo test this process, SCHWENK, together with three other partners from the cement industry, has decided to build an initial research and development plant at its Mergelstetten site. The specially founded company ‘Cement Innovation for Climate’ (CI4C) will drive this forward-looking project forward in the coming years.

An alternative method of CO2 capture involves extracting the CO2 directly from the total exhaust gas stream of the chimney. This so-called post-combustion technology has the advantage that it can be added to existing plants without interfering with the actual manufacturing process.
However, the large volume flow of the exhaust gas poses a technical challenge. Air consists of 78% nitrogen (N2). To use the carbon capture process, nitrogen and CO₂ must be separated from each other. In terms of plant technology, this can mean high investments and high electricity and heat requirements during operation.
The best-known process in post-combustion technology is amine scrubbing. However, there are other processes, such as hot potassium carbonate (HPC) technology.
SCHWENK will be testing HPC technology with the CapsolGo® plant from the fourth quarter of 2024 onwards, alternating between the two locations in Brocēni, Latvia, and Akmene, Lithuania, as well as using Svante technology at the Brocēni site.
Read moreHowever, the large volume flow of the exhaust gas poses a technical challenge. Air consists of 78% nitrogen (N2). To use the carbon capture process, nitrogen and CO₂ must be separated from each other. In terms of plant technology, this can mean high investments and high electricity and heat requirements during operation.
The best-known process in post-combustion technology is amine scrubbing. However, there are other processes, such as hot potassium carbonate (HPC) technology.
SCHWENK will be testing HPC technology with the CapsolGo® plant from the fourth quarter of 2024 onwards, alternating between the two locations in Brocēni, Latvia, and Akmene, Lithuania, as well as using Svante technology at the Brocēni site.