

WHAT’S NEW
AT SCHWENK
The path to climate neutrality for cement and concrete
With the “Green Deal,” the European Commission has set the course for achieving climate neutrality across all sectors in Europe by 2050. In Germany, this ambitious target is already being pursued for 2045. In addition, interim targets for 2030 and 2035 have been defined, which must also be met.
For this reason, the cement industry in Germany, and thus the entire value chain of cement and concrete, faces major challenges. The background to this is that the production of cement, or its intermediate product cement clinker, releases large quantities of CO2. Approximately 700 kg of CO2 is generated per tonne of cement clinker. Of this, around 2/3 is attributable to process emissions caused by raw materials through the decarbonation of limestone. Around 1/3 consists of energy-related CO2 emissions due to the use of fuels and the firing process required to reach the necessary temperatures in the cement kiln of 1,450°C (Figure 1).
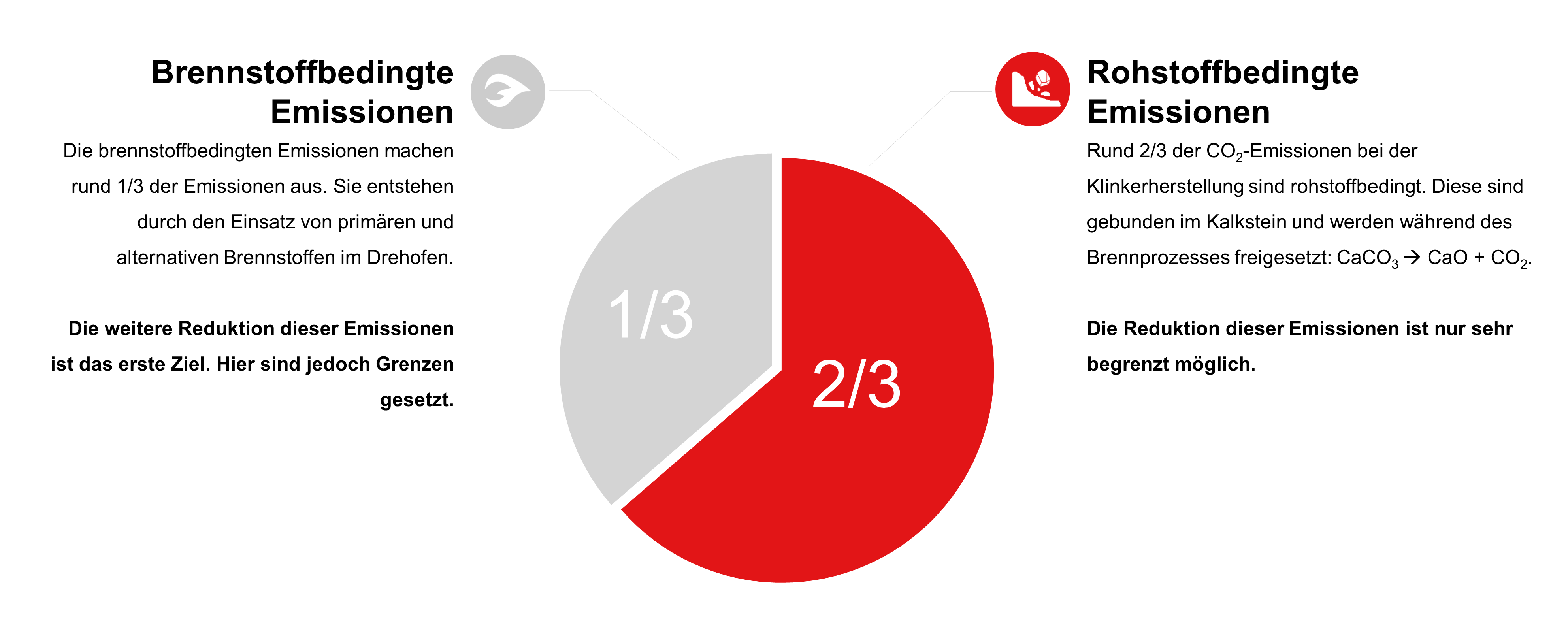
Figure 1: Distribution of CO2 emissions in cement clinker production (Source: VDZ)
Since 1990, optimization measures in the cement production process and the introduction of Portland composite cements with a lower cement clinker content have contributed to a reduction in CO2 emissions of approximately 20-25% by the year 2020. However, the cement industry is increasingly reaching its limits in further reducing CO2 emissions. Therefore, additional measures will be necessary in the future to achieve the goal of climate neutrality.
There are several approaches that, in combination, are intended to lead the cement industry to climate neutrality. The German Cement Works Association VDZ e.V. has outlined the necessary steps in its roadmap. The CO2 savings are to be achieved along the entire value chain of building with concrete (Figure 2).
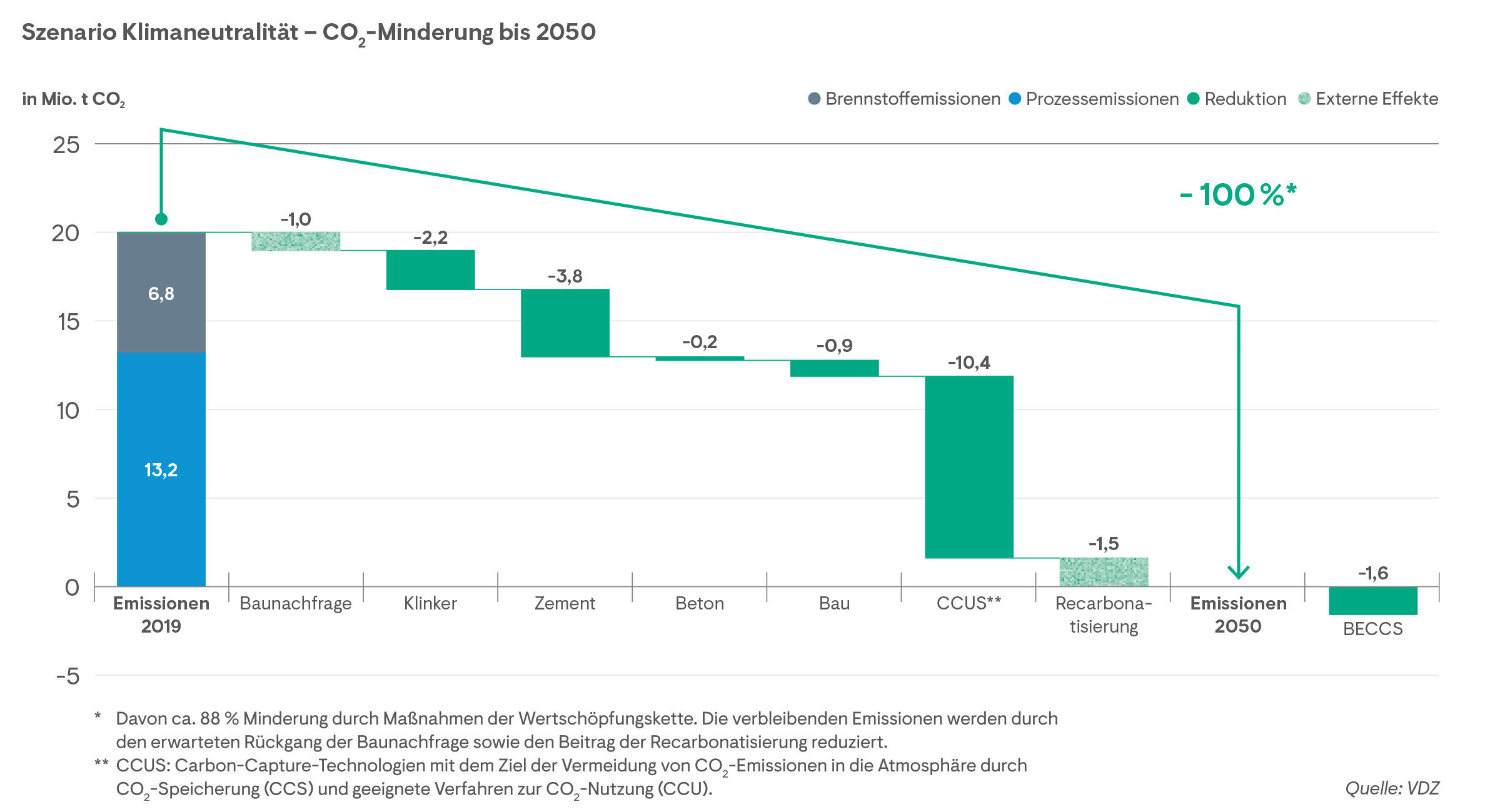
Figure 2: VDZ roadmap towards climate neutrality by 2050 (Source: VDZ)
As can be seen in Figure 2, approximately 20 million tonnes of CO2 were generated during cement production in 2019 (13.2 million tonnes from raw material-related process emissions through the decarbonation of limestone and 6.8 million tonnes from the firing process). In the study, the VDZ assumes that construction demand will decrease by approximately 5% by 2050. Furthermore, optimizations in the clinker production process will bring improvements of around 10%. This also includes the use of secondary fuels in the firing process, instead of primary fuels such as coal, oil, or gas. SCHWENK has almost completely converted the firing process at its four cement plants in Germany to secondary fuels, thereby largely exhausting this potential already, which is also reflected in lower CO2 emissions per tonne of cement (Table 1).
CO2 emissions in cement and concrete are predominantly governed by the proportion of cement clinker. For average-composition concrete of strength class C25/30, CO2 emissions amount to approximately 200 kg CO2 eq. per m³ of concrete. The proportion caused by cement accounts for approximately 80-90% of the total CO2 emissions of the concrete. Therefore, the greatest potential for reducing CO2 emissions lies in the increased use of cements with reduced clinker content and consequently a higher proportion of other main constituents. It has already been demonstrated in the past that CEM II/A cements (proportion of other main constituents besides clinker up to 20% by mass) and CEM II/B-M cements (proportion of other main constituents besides clinker up to 35% by mass) exhibit the customary high performance level through the innovative use of supplementary cementitious materials in cement production and show comparable properties in widespread application. At the SCHWENK cement plants, these supplementary cementitious materials are predominantly the main constituents limestone powder (LL) from their own quarry, blast furnace slag (S) from the steel industry, and fly ash (V) from coal-fired power plants.
With the publication and national introduction of EN 197-5 in April 2020, Portland composite cements CEM II/C-M were now included in the standardization. These cements may contain a proportion of 36-50% by mass of two additional main constituents besides clinker. For the CEM II/A and CEM II/B-M cements already established in the market, the proportion of limestone powder is limited to 20% by mass.
Through an approval from the DIBt (German Institute for Construction Technology), these cements can now be approved for use in concrete construction in accordance with EN 206-1/DIN 1045-2. Due to the lower clinker content of a minimum of 50% by mass, there may be restrictions in application. Since approximately 2/3 of the concrete produced in the ready-mixed concrete sector consists of standard interior and exterior structural concretes, the spectrum is well covered by this cement. The possible exposure classes of CEM II/C cements are described in the DIBt application approval.
Due to the lower clinker content, the early strengths of concretes produced with these cements are somewhat lower than with the previous standard cements. However, this can be an advantage, particularly during the frequently occurring heat periods, as the heat development is lower.
Table 1 lists and compares various cement types with their corresponding CO2 emissions. The global warming potential (GWP) quantifies the CO2 emissions and shows, particularly with regard to the demand for more climate-friendly construction, the potential that is achievable through the use of a different cement:
| Cement type and production plant | Clinker content in % according to EN 197-1 | GWP net – kg eq. CO2/t cement | CO2 reduction compared to CEM I average Germany in % |
| CEM I Portland cement average Germany | 95-100 | 665 | 0 |
| CEM I 42.5 N – Allmendingen | 95-100 | 508 | |
| CEM II/B-M (V-LL) 42.5 N – Allmendingen | 65-79 | 40 | 40 |
| CEM II/C-M (V-LL) 42.5 N – Allmendingen | 50-64 | 348 | 48 |
| CEM II/C-M (S-LL) 42.5 N – Mergelstetten | 50-64 | 400 | 40 |
| CEM II/C-M (S-LL) 42.5 N – Karlstadt | 50-64 | 317 | 52 |
| CEM III/A 42.5 N – Bernburg | 35-64 | 361 | 46 |
Table 1: Various cements from SCHWENK cement plants and the corresponding net CO2 emissions compared to an average CEM I cement in Germany
The figures clearly show that a significant reduction in CO2 emissions in concrete is already possible now through the use of clinker-reduced cements.
Research from various studies shows that a certain amount of clinker in cement is always necessary to meet durability and strength requirements. In order to nevertheless achieve climate neutrality for the building material cement, the remaining unavoidable CO2 emissions in the clinker production process must be addressed in other ways.
To address this, a major research project (Cement Innovation for Climate) involving four European cement manufacturers has been launched at SCHWENK’s Mergelstetten plant site, where CO2 capture is being investigated at a demonstration facility on a semi-industrial scale. Should the testing of this process technology at the Mergelstetten site prove successful, it could be installed at the cement plants. This would then make it possible to achieve climate neutrality in cement production in the long term.
Conclusion:
The path to climate neutrality for cement and concrete is long and associated with considerable effort and investment. Already now, an important step towards reducing CO2 emissions in concrete construction can be achieved through the use of CEM II/B and CEM II/C cements. SCHWENK can make these clinker-reduced cements available to customers at all plant locations.
These previously described possibilities, combined with the optimization of construction methods, for example through slimmer and higher-strength structural components, can contribute to making concrete construction climate-neutral. To achieve this, all those involved in the construction value chain must work closely together and make their contribution.
A report by: Dipl.-Ing., Dipl.-Wirt.-Ing. (FH) Werner Rothenbacher, Head of Application Technology, SCHWENK Zement GmbH & Co. KG